
Pumps: 85% of total cost of operation is energy
The industrial world uses pumps everywhere, and it is estimated that 10% of global energy is consumed by pumps of various types, so it’s a great place to focus on the central challenge of saving energy.
Centrifugal pumps (using a rotor or impeller) are very common and relatively inexpensive, so they are widely applied in the food and beverage industry, particularly for low-viscosity flows: milk reception, pasteurization, aseptic/UHT treatment, juice, CIP, and filtration. But you may be surprised to learn that 85% of the Total Cost of Ownership (TCO) for an inexpensive centrifugal pump is for energy consumption! We can show you how to turn this around to your advantage.
{"chart":{"type":"pie","chartType":"pie"},"title":{"text":"Total cost of operations","align":"left"},"subtitle":{"text":null,"align":"left"},"tooltip":{"pointFormat":"'{series.name}: <b>{point.percentage:.1f}%</b>"},"series":[{"name":"Cost","colorByPoint":false,"data":[{"name":"Energy ","y":85.0,"color":"#3DBDF3"},{"name":"Decontamination/removal","y":1.0,"color":"#F58220"},{"name":"Operational ","y":3.0,"color":"#454545"},{"name":"Purchase and installation 7","y":7.0,"color":"#0A5982"},{"name":"Loss of production ","y":1.0,"color":"#E1F2FD"},{"name":"Maintenance and repair","y":3.0,"color":"#5D5D5D"}]}],"legend":{"layout":"vertical","align":"right","verticalAlign":"bottom"},"exporting":{"buttons":{"contextButton":{"enabled":false}}}}
Improving performance, equipment life and sustainability
Significant energy savings from using a VFD
Many food and beverage lines require pumps to be run at different flow rates to match processing parameters and particular recipes or ingredients. If you have a throttle system, you just restrict the flow by closing down a valve.
But this has two negative consequences. The first is that it increases the back pressure on the pump – which also generates heat and potentially causes product degradation, or wear and tear on pump parts, such as mechanical seals. The second is that it operates inefficiently, and can even cause pump damage.
The good news is that we have a pathway to immense energy savings, simply by pairing the pump with a variable frequency drive (VFD), or frequency converter. By varying the incoming electrical frequency, the pump speed is also altered. This solution allows a pump to be efficiently used to handle a variety of liquids at different viscosities, different head pressures, and different flow rates.
Compare these two process control methods in the table. Assuming a flow of 70m3 /hr at the pump’s top capacity, and consuming 26 kW of power, the two systems are identical. But if you wanted to reduce the flow to 60% of capacity, the throttle system would still consume 21 kW of energy; the VFD system would only consume 9kW! The VFD is a small investment that saves a lot of money.
| Flow (m3/hr) | % Flow | Throttled systems | VFD systems |
|---|---|---|---|
| 70 | 100% | 26 kW | 26 kW |
| 56 | 80% | 23 kW | 16 kW |
| 42 | 60% | 21 kW | 9 kW |
| 35 | 50% | 20 kW | 6 kW |
A VFD keeps your pump “in the zone” – improving performance, equipment life and sustainability
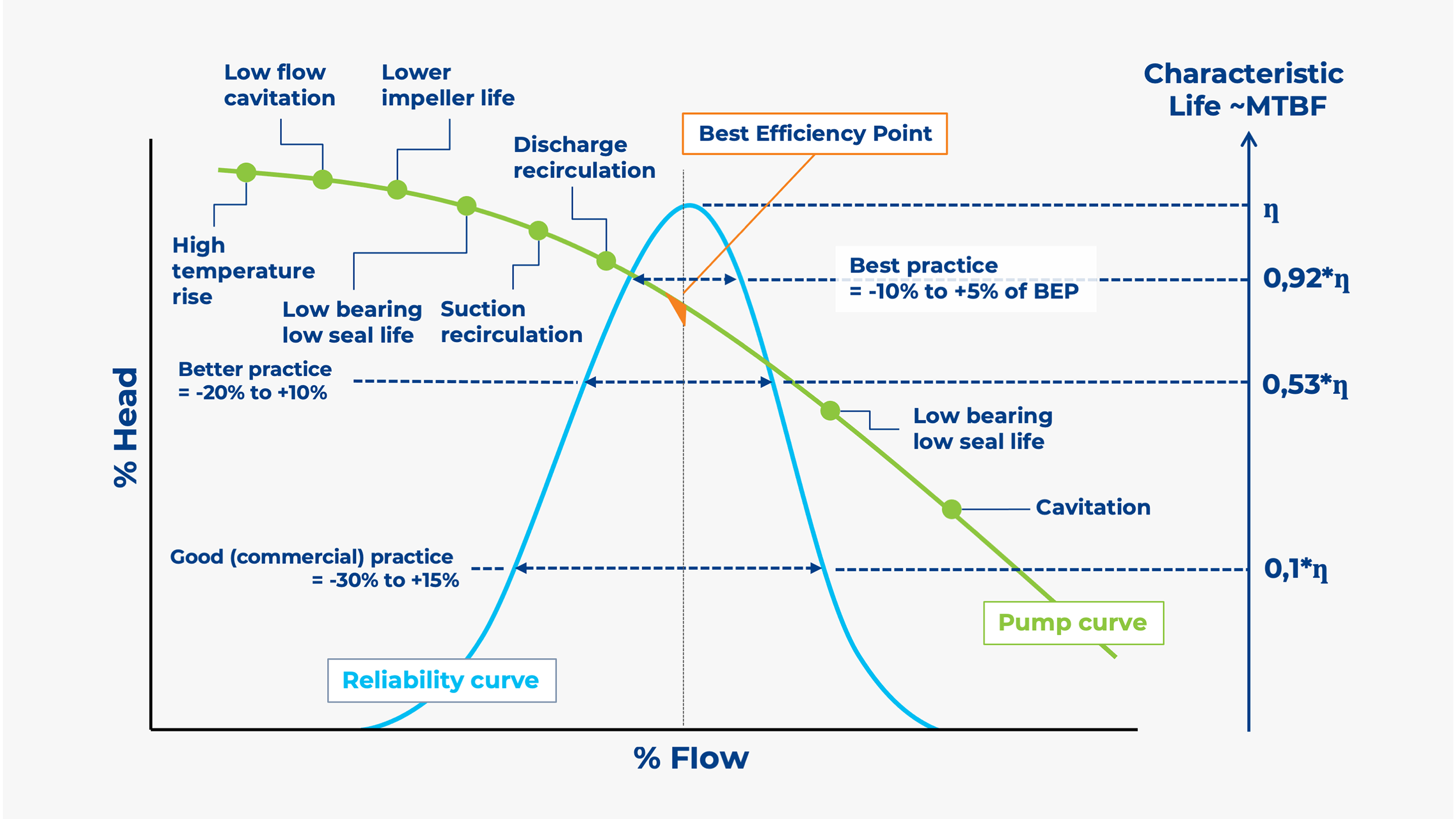
Choosing the right pump from the beginning means selecting one that gives you the performance range that fits your applications – and that’s a good start. But most pumps will have to vary in their performance, depending on the demands of a given application, product changes, raw material quality, or special ingredients. Every pump has a performance profile that can be plotted against a reliability curve, as in the figure below.
The pump will work within that envelope of the reliability curve, but the further you move away from the BEP, it will operate less reliably, and failures will be more frequent (see MTBF on the right axis). This illustrates another difference. If you reduce the flow by throttling back, you will not only lose energy by not achieving the best efficiency point; the pump could experience vibration and higher back pressure, with consequent wear and tear on impellers, bearings and seals. Any energy saved is transformed into heat, with potential degradation of the food product.
A VFD system simply reduces the frequency of the pump – and thus its speed – with no risk of potential shear and temperature impact on sensitive products. This translates into reduced maintenance costs from higher reliability and durability, and better sustainability, through fewer product losses and lower emissions. Moreover, as the diagram shows using a VFD to regulate flow keeps the pump operating “in the zone” where efficiency is higher, thus saving energy costs overall.
Pump reliability curve, BEP = BOP
In this diagram, a pump has a best efficiency point (BEP), and best practice is to keep it within -10% and +5% of that point. Pump curve sensitivity for pump reliability.
The math is easier than you think
Because most centrifugal pumps are driven by an electric motor, the pump speed is most often the motor speed, and the velocity and diameter of the impeller determine the head, or pump pressure. But changing the speed changes the head, flow, and power requirements of the pump according to the following Affinity Laws:
- The flow (volume/hour) varies proportionally with the change in speed. Twice the speed is twice the flow. One-third the speed gives one-third the flow.
- The pump head (pressure) varies with the square of the change in the speed. Two times the speed generates four times (22) the head. Eighty percent speed generates 64 percent (.802) of the head generated by full speed.
- The power requirement (kW) varies by the cube of the change in speed. Twice the speed uses eight times (23) the power. Half-speed requires only one-eigth (.503) the power to drive the pump.
“The math is easy: if you’re not constantly running your pump at 100%, you can really benefit from a VFD, because the amount of power you can save by controlling flow that way is incredible. If you’re throttling back your pumps instead, you start immediately moving away from that best efficiency point. Then you start seeing additional vibrations and back pressure, and mechanical seal life may be reduced, leading to costly failures and increased downtime.”
- Angelo Mennecillo, Plant Components Product Manager at Tetra Pak®
