
Bombas: el 85 % del costo total de operación es energía
El mundo industrial utiliza bombas en todas partes, y se estima que el 10 % del consumo de energía mundial se debe al uso de bombas de diversos tipos; por lo tanto, es un área ideal para centrarse ante el desafío crucial de ahorrar energía.
Las bombas centrífugas (que utilizan un rotor o impulsor) son muy comunes y relativamente económicas, por lo que se aplican ampliamente en la industria de alimentos y bebidas, particularmente para flujos de baja viscosidad: recepción de leche, pasteurización, tratamiento aséptico/UHT, jugo, CIP y filtrado. Pero es posible que te sorprenda saber que el 85 % del costo total de propiedad (TCO) de una bomba centrífuga económica se debe al consumo de energía. Podemos mostrarle cómo usar esto a su favor.
{"chart":{"type":"pie","chartType":"pie"},"title":{"text":"Costo total de las operaciones","align":"left"},"subtitle":{"text":null,"align":"left"},"tooltip":{"pointFormat":"'{series.name}: <b>{point.percentage:.1f}%</b>"},"series":[{"name":"Costo","colorByPoint":false,"data":[{"name":"Energía ","y":85.0,"color":"#3DBDF3"},{"name":"Descontaminación/eliminación","y":1.0,"color":"#F58220"},{"name":"Operativo ","y":3.0,"color":"#454545"},{"name":"Compra e instalación 7","y":7.0,"color":"#0A5982"},{"name":"Pérdida de producción ","y":1.0,"color":"#E1F2FD"},{"name":"Mantenimiento y reparación","y":3.0,"color":"#5D5D5D"}]}],"legend":{"layout":"vertical","align":"right","verticalAlign":"bottom"},"exporting":{"buttons":{"contextButton":{"enabled":false}}}}
Mejora del rendimiento, la vida útil del equipo y la sostenibilidad
Ahorros energéticos significativos por el uso de un VFD
Muchas líneas de alimentos y bebidas requieren que las bombas funcionen a diferentes caudales para adaptarse a los parámetros de procesamiento y recetas o ingredientes particulares. Si tiene un sistema de válvulas reguladoras, simplemente restrinja el caudal cerrando una válvula.
Pero esto tiene dos consecuencias negativas. La primera es que aumenta la contrapresión en la bomba, lo que también genera calor y puede causar degradación del producto o desgaste en las piezas de la bomba, como los sellos mecánicos. La segunda es que funciona de manera ineficiente e incluso puede dañar la bomba.
La buena noticia es que tenemos un camino hacia un inmenso ahorro de energía: simplemente hay que combinar la bomba con un accionador de frecuencia variable (VFD) o conversor de frecuencia. Al variar la frecuencia eléctrica entrante, también se altera la velocidad de la bomba. Esta solución permite utilizar una bomba de manera eficiente para manipular una variedad de líquidos a diferentes viscosidades, diferentes presiones de cabezal y diferentes caudales.
Compare estos dos métodos de control del proceso en la tabla. Suponiendo un caudal de 70 m3/h a la capacidad máxima de la bomba y un consumo de 26 kW de energía, ambos sistemas son idénticos. Pero si deseara reducir el caudal al 60 % de la capacidad, el sistema de válvula reguladora aún consumiría 21 kW de energía; ¡pero el sistema VFD solo consumiría 9 kW! El VFD es una pequeña inversión que ahorra mucho dinero.
| Caudal (m3/h) | % de caudal | Sistemas con válvula reguladora | Sistemas con VFD |
|---|---|---|---|
| 70 | 100 % | 26 kW | 26 kW |
| 56 | 80 % | 23 kW | 16 kW |
| 42 | 60 % | 21 kW | 9 kW |
| 35 | 50 % | 20 kW | 6 kW |
Un VFD mantiene tu bomba «en la zona óptima», lo que mejora el rendimiento, la vida útil del equipo y la sostenibilidad
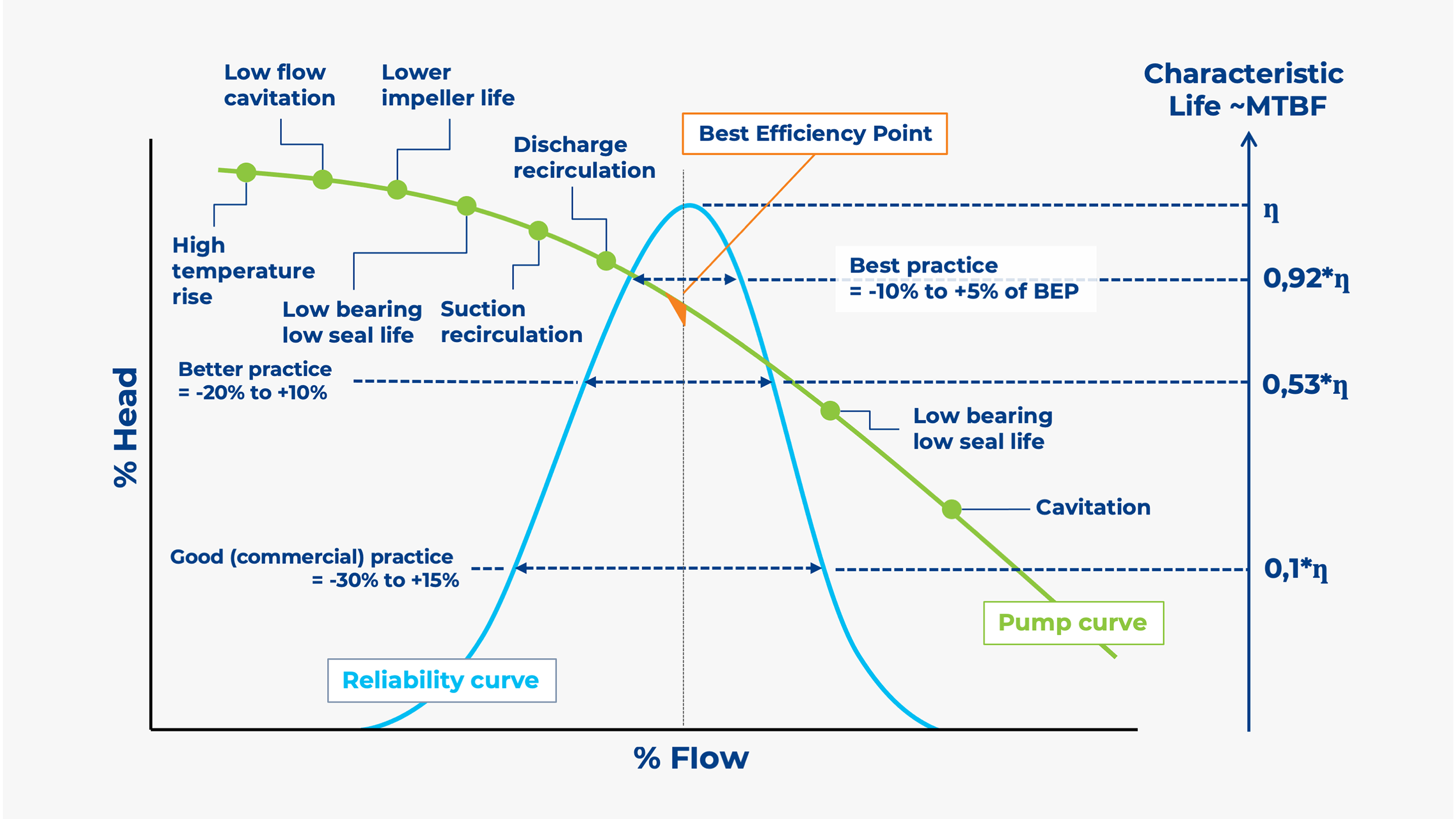
Elegir la bomba adecuada desde el principio significa seleccionar una que te brinde una gama de rendimiento que se adapte a tus aplicaciones, y ese es un buen comienzo. Pero la mayoría de las bombas tendrán que variar en su rendimiento, dependiendo de las demandas de una aplicación determinada, los cambios de producto, la calidad de la materia prima o los ingredientes especiales. Cada bomba tiene un perfil de rendimiento que se puede trazar en función de una curva de confiabilidad, como en la figura a continuación.
La bomba funcionará dentro de ese límite de la curva de confiabilidad, pero cuanto más se aleje del BEP, funcionará de manera menos confiable y las fallas serán más frecuentes (consulta MTBF en el eje derecho). Esto ilustra otra diferencia. Si reduce el caudal cerrando una válvula, no solo perderás energía al no alcanzar el punto de mayor eficiencia; la bomba podría experimentar vibración y una contrapresión más alta, con el consiguiente desgaste de los impulsores, rodamientos y sellos. La energía ahorrada se transforma en calor, con una posible degradación del producto alimenticio.
Un sistema de VFD simplemente reduce la frecuencia de la bomba y, por lo tanto, su velocidad, sin riesgo de corte potencial ni impacto de la temperatura en productos delicados. Esto se traduce en menores costos de mantenimiento gracias a una mayor confiabilidad y durabilidad, así como en una mejor sostenibilidad al reducir las pérdidas de producto y las emisiones. Además, como muestra el diagrama, el uso de un VFD para regular el caudal mantiene la bomba funcionando en su «zona óptima» de máxima eficiencia, lo que reduce significativamente los costos energéticos globales.
Curva de confiabilidad de la bomba, BEP = BOP
En este diagrama, una bomba tiene un punto de mayor eficiencia (BEP), y la mejor práctica es mantenerla dentro del -10 % y el +5 % de ese punto. Sensibilidad de la curva de la bomba para la confiabilidad de la bomba.
Las cuentas son más sencillas de lo que crees
Debido a que la mayoría de las bombas centrífugas son accionadas por un motor eléctrico, la velocidad de la bomba es la velocidad del motor, y la velocidad y el diámetro del impulsor determinan la presión del cabezal o la bomba. Pero la modificación de la velocidad cambia los requisitos de cabezal, caudal y potencia de la bomba de acuerdo con las siguientes leyes de afinidad:
- El caudal (volumen/hora) varía proporcionalmente con el cambio de velocidad. El doble de velocidad es el doble de caudal. A un tercio de la velocidad, se obtiene un tercio del caudal.
- El cabezal de la bomba (presión) varía con el cuadrado del cambio de velocidad. Dos veces la velocidad genera cuatro veces (22) el cabezal. El ochenta por ciento de la velocidad genera el 64 por ciento (0,802) del cabezal generado a toda velocidad.
- El requisito de potencia (kW) varía con el cubo del cambio de velocidad. El doble de velocidad utiliza ocho veces (23) la potencia. La mitad de la velocidad requiere solo un octavo (0,503) de potencia para accionar la bomba.
«La matemática es fácil: si no hace funcionar constantemente su bomba al 100 %, realmente puede beneficiarle de un VFD, porque la cantidad de energía que puede ahorrar al controlar el caudal de esa manera es increíble. Si en cambio está regulando las bombas con una válvula, comience a alejarse inmediatamente de ese punto de mayor eficiencia. Luego, comienza a ver vibraciones adicionales y contrapresión, y la vida útil del sello mecánico puede reducirse, lo que ocasiona fallas costosas y un mayor tiempo de inactividad».
- Angelo Mennecillo, gerente de Productos de Componentes de Planta de Tetra Pak®
