
ポンプ:総操業コストの 85% はエネルギーコスト
工業界では至る所でポンプが使用され、世界のエネルギーの 10% が様々なタイプのポンプによって消費されていると推定されています。そのため、省エネという中心的な課題に取り組む上で、ポンプは最適な対象と言えます。
遠心分離ポンプ(ローターまたはインペラを使用)は非常に一般的で比較的安価であるため、食品および飲料業界では、特に原乳受入、殺菌、無菌・UHT 処理、ジュース、CIP 洗浄、ろ過など、低粘度の流体に広く使用されています。しかし、安価な遠心分離ポンプの総所有コスト(TCO)の 85% がエネルギー消費のためであることを知って驚くかもしれません。テトラパックは、この状況を、お客様の利益に転換する方法をご提案いたします。
{"chart":{"type":"pie","chartType":"pie"},"title":{"text":"総運用コスト","align":"left"},"subtitle":{"text":null,"align":"left"},"tooltip":{"pointFormat":"'{series.name}: <b>{point.percentage:.1f}%</b>"},"series":[{"name":"コスト","colorByPoint":false,"data":[{"name":"エネルギー ","y":85.0,"color":"#3DBDF3"},{"name":"除染・除去","y":1.0,"color":"#F58220"},{"name":"運用 ","y":3.0,"color":"#454545"},{"name":"購入と設置 7","y":7.0,"color":"#0A5982"},{"name":"生産の損失 ","y":1.0,"color":"#E1F2FD"},{"name":"メンテナンスと修理","y":3.0,"color":"#5D5D5D"}]}],"legend":{"layout":"vertical","align":"right","verticalAlign":"bottom"},"exporting":{"buttons":{"contextButton":{"enabled":false}}}}
性能、機器の寿命、サステナビリティの向上
VFD の使用による大幅なエネルギー節約
多くの食品・飲料ラインでは、加工処理パラメーターや特定のレシピや材料に合わせて異なる流量でポンプを稼働させる必要があります。スロットルシステムがある場合は、バルブを閉じるだけで流量を制限できます。
しかし、これには 2 つの悪影響があります。1 つ目はポンプの背圧を上昇させることです。これにより熱が発生し、製品の劣化、またはメカニカルシールなどのポンプ部品の摩耗や破損を引き起こす可能性があります。2 つ目は、非効率的に動作し、ポンプの損傷を引き起こす可能性があることです。
幸いなことに、ポンプを可変周波数ドライブ(VFD)または周波数コンバーターと組み合わせるだけで、大幅なエネルギー節約への道が開けます。流入する電気周波数を変えることで、ポンプ速度も変化します。このソリューションを使用すると、ポンプを効率的に使用して、異なる粘度、異なる水頭圧、および異なる流量で様々な液体を処理できます。
表でこれら 2 つのプロセス制御方法を比較してみましょう。ポンプの最大容量で流量 70m³/h、消費電力 26kW と仮定した場合、2 つのシステムは同一の性能となります。しかし、流量を容量の 60% に削減したい場合、スロットルシステムは 21 kW のエネルギーを消費します。VFD システムは 9kW しか消費しません。VFD は小さな投資で、多額のコストを削減します。
| 流量(m3/h) | 流量(%) | スロットルシステム | VFD システム |
|---|---|---|---|
| 70 | 100% | 26 kW | 26 kW |
| 56 | 80% | 23 kW | 16 kW |
| 42 | 60% | 21 kW | 9 kW |
| 35 | 50% | 20 kW | 6 kW |
VFD はポンプを「適正範囲」に維持し、パフォーマンス、装置の寿命、サステナビリティを向上させます。
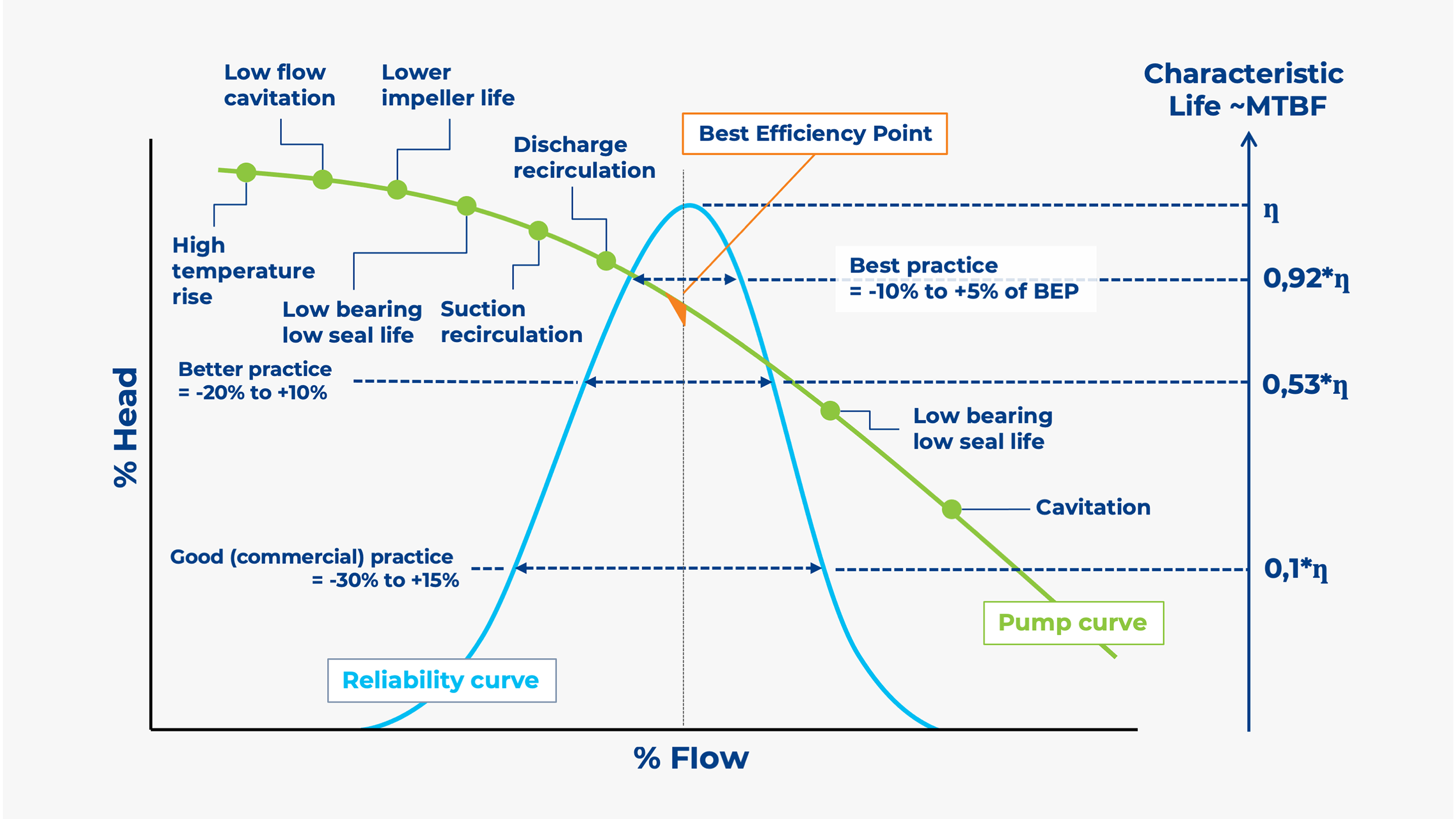
最初から適切なポンプを選択するということは、用途に合った性能範囲を提供するポンプを選択することを意味します。これは良いスタートです。しかし、ほとんどのポンプの性能は、特定の用途、製品変更、原材料の品質、または特別な成分の要求に応じて変化することになります。下図のように、すべてのポンプには信頼性曲線に対してプロットできるパフォーマンスプロファイルがあります。
ポンプは信頼性曲線の範囲内で動作しますが、BEP から離れるほど動作の信頼性が低下し、故障の頻度が高くなります(右軸の MTBF を参照)。これは別の違いを示しています。流量を絞って減らすと、最高効率点を達成できないためエネルギーが失われるだけでなく、ポンプに振動とより高い背圧が生じ、その結果、インペラ、ベアリング、シールに摩耗や断裂が発生する可能性があります。節約されたエネルギーは熱に変換され、食品が劣化する可能性があります。
VFD システムは、ポンプの周波数、ひいては速度を低減するため、せん断や温度がデリケートな製品に影響を与えるリスクがありません。これにより、製品ロスと排出量を削減することで、信頼性と耐久性の向上、サステナビリティの向上によるメンテナンス関連のコストの削減につながります。さらに、図に示すように、VFD を使用して流量を調整すると、効率が高い「適正運転範囲」内で稼働させることができ、全体的なエネルギーコストを削減できます。
ポンプ信頼性曲線、BEP = BOP
この図では、ポンプには最高効率点(BEP)があり、ベストプラクティスは、そのポイントの -10% と +5% 以内に維持することです。ポンプ曲線の感度により、ポンプの信頼性が向上します。
思った以上に簡単な計算
ほとんどの遠心分離ポンプは電動モーターによって駆動されるため、ポンプ速度はほとんどの場合モーター回転数と同じであり、インペラの速度と直径が揚程またはポンプ圧力を決定します。しかし、速度を変更すると、以下の相似則に従って、ポンプの揚程、流量、および電源要件が変化します。
- 流量(容量/時間)は速度の変化に比例して変化します。速度が 2 倍になると、流量も 2 倍になります。速度が 3 分の 1 になると、流量も 3 分の 1 になります。
- ポンプの揚程(圧力)は、速度の変化の二乗に比例して変化します。速度が 2 倍になると、揚程は 4 倍(22)になります。速度が 80% になると、フルスピード時の揚程の 64%(0.802倍)になります。
- 電源要件(kW)は、速度の変化の三乗に比例して変化します。速度が 2 倍になると、消費電力は 8 倍(23)になります。半速運転では、ポンプを駆動するために必要な電力はわずか 8 分の 1(0.503倍)です。
「計算は簡単です。ポンプを 100% で常時稼働していない場合、VFD のメリットを実感できます。これは、流量を制御することで節約できる電力量が信じられないほど大きいためです。その代わりにポンプの流量を絞って運転すると、すぐにその最高効率点から離れてしまうことになります。その後、振動と背圧が増し、メカニカルシールの寿命が短縮され、コストのかかる故障やダウンタイムの増加につながる可能性があります」
- Angelo Mennecillo、テトラパック®プラントコンポーネント プロダクトマネージャー
