
Pumpar: 85 procent av den totala driftskostnaden är energi
Industrivärlden använder pumpar överallt, och det uppskattas att 10 procent av den globala energin förbrukas av pumpar av olika typer, så det är ett bra ställe att fokusera på den centrala utmaningen att spara energi.
Centrifugalpumpar (som använder en rotor eller ett pumphjul) är mycket vanliga och relativt billiga, så de tillämpas i stor utsträckning inom mat- och dryckesindustrin, särskilt för flöden med låg viskositet: mjölkmottagning, pastörisering, aseptisk/UHT-behandling, juice, CIP och filtrering. Men du kanske blir förvånad över att få veta att 85 procent av den totala ägandekostnaden (TCO) för en billig centrifugalpump är för energiförbrukning! Vi kan visa dig hur du kan vända detta till din fördel.
{"chart":{"type":"pie","chartType":"pie"},"title":{"text":"Total driftskostnad","align":"left"},"subtitle":{"text":null,"align":"left"},"tooltip":{"pointFormat":"'{series.name}: <b>{point.percentage:.1f}%</b>"},"series":[{"name":"Kostnad","colorByPoint":false,"data":[{"name":"Energi ","y":85.0,"color":"#3DBDF3"},{"name":"Sanering/borttagning","y":1.0,"color":"#F58220"},{"name":"Operativ ","y":3.0,"color":"#454545"},{"name":"Inköp och installation 7","y":7.0,"color":"#0A5982"},{"name":"Produktionsförlust ","y":1.0,"color":"#E1F2FD"},{"name":"Underhåll och reparation","y":3.0,"color":"#5D5D5D"}]}],"legend":{"layout":"vertical","align":"right","verticalAlign":"bottom"},"exporting":{"buttons":{"contextButton":{"enabled":false}}}}
Förbättra prestanda, utrustningens livslängd och hållbarhet
Betydande energibesparingar vid användning av VFD
Många livsmedels- och dryckeslinjer kräver att pumpar körs med olika flödeshastigheter för att matcha processparametrar och särskilda recept eller ingredienser. Om du har ett strypbart system begränsar du bara flödet genom att stänga en ventil.
Men det får två negativa konsekvenser. Det första är att det ökar mottrycket på pumpen – vilket också genererar värme och potentiellt orsakar produktförsämring eller slitage på pumpdelar, till exempel mekaniska tätningar. Den andra är att den fungerar ineffektivt och till och med kan orsaka pumpskador.
Den goda nyheten är att vi har en väg till enorma energibesparingar, helt enkelt genom att para ihop pumpen med en variabel frekvensomriktare (VFD) eller frekvensomvandlare. Genom att variera den inkommande elektriska frekvensen ändras också pumphastigheten. Den här lösningen gör att en pump effektivt kan användas för att hantera en mängd olika vätskor vid olika viskositeter, olika tryck och olika flödeshastigheter.
Jämför dessa två processkontrollmetoder i tabellen. Om man antar ett flöde på 70 m3/h vid pumpens maximala kapacitet och en effektförbrukning på 26 kW, är de två systemen identiska. Men om man skulle vilja minska flödet till 60 procent av kapaciteten, skulle det strypbara systemet fortfarande förbruka 21 kW energi, medan VFD-systemet endast skulle förbruka 9kW! VFD är en liten investering som sparar mycket pengar.
| Flöde (m3/timme) | Flöde i procent | Strypbara system | VFD-system |
|---|---|---|---|
| 70 | 100 procent | 26 kW | 26 kW |
| 56 | 80 procent | 23 kW | 16 kW |
| 42 | 60 procent | 21 kW | 9 kW |
| 35 | 50 procent | 20 kW | 6 kW |
En VFD håller din pump ”i zonen” – vilket förbättrar prestanda, utrustningens livslängd och hållbarhet
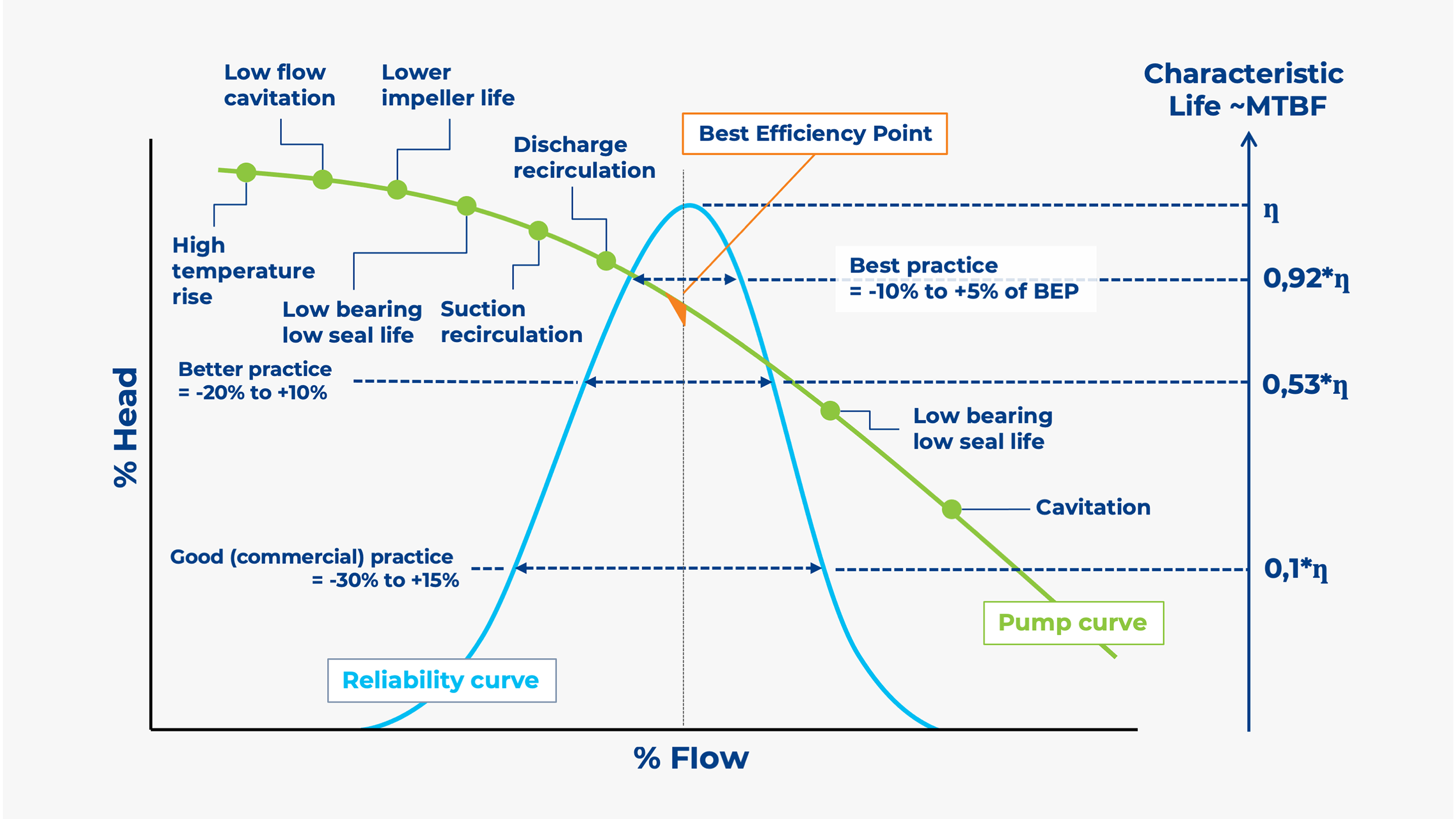
Att välja rätt pump från början innebär att du väljer en som ger dig det prestandaspann som passar dina tillämpningar – och det är en bra start. Men de flesta pumpar måste variera i prestanda, beroende på kraven för en viss tillämpning, produktändringar, råmaterialkvalitet eller specialingredienser. Varje pump har en prestandaprofil som kan plottas mot en tillförlitlighetskurva, enligt figuren nedan.
Pumpen kommer att ligga inom det området på tillförlitlighetskurvan, men ju längre du rör dig bort från BEP, kommer den att fungera mindre tillförlitligt och fel kommer att vara vanligare (se MTBF på höger axel). Detta illustrerar en annan skillnad. Om du minskar flödet genom att strypa pumpen förlorar du inte bara energi genom att inte uppnå den optimala verkningsgraden. Pumpen kan dessutom utsättas för vibrationer och högre mottryck, vilket leder till slitage på pumphjul, lager och tätningar. All energi som sparas omvandlas till värme, med potentiell nedbrytning av livsmedelsprodukten.
Ett VFD-system minskar helt enkelt pumpens frekvens – och därmed dess hastighet – utan risk för potentiell skjuvning och temperaturpåverkan på känsliga produkter. Detta innebär minskade underhållskostnader från högre tillförlitlighet och slitstyrka, och bättre hållbarhet genom mindre produktsvinn och lägre utsläpp. Dessutom, som diagrammet visar, med hjälp av en VFD för att reglera flödet, håller pumpen igång ”i zonen” där effektiviteten är högre, vilket totalt sett sparar energikostnader.
Pumptillförlitlighetskurva, BEP = BOP
I det här diagrammet har en pump en best efficiency point (BEP), och best practice är att hålla den inom -10 procent och +5 procent av den punkten. Pumpkurvans känslighet för pumpens tillförlitlighet.
Matematiken är enklare än du tror
Eftersom de flesta centrifugalpumpar drivs av en elmotor är pumpens varvtal oftast detsamma som motorns varvtal, och pumphjulets varvtal och diameter avgör lyfthöjden, eller pumptrycket. Men en förändring av varvtalet påverkar pumpens lyfthöjd, flöde och effektbehov enligt följande affinitetslagar:
- Flödet (volym/timme) varierar proportionellt med förändringen i varvtal. Dubbelt så hög hastighet ger dubbelt så högt flöde. En tredjedel av hastigheten ger en tredjedel av flödet.
- Pumpens tryckhöjd (tryck) varierar med kvadraten på hastighetsförändringen. Dubbel hastighet ger fyrdubbelt (22) tryck. Åttio procent av hastigheten ger 64 procent (0,802) av det tryck som genereras vid full hastighet.
- Effektbehovet (kW) varierar med kubiken på hastighetsförändringen. Dubbel hastighet förbrukar åtta gånger (23) så mycket energi. Vid halva hastigheten krävs endast en åttondel (0,503) av energin för att driva pumpen.
”Matematiken är enkel: om du inte ständigt kör din pump med 100 procent kan du verkligen dra nytta av en VFD, eftersom mängden energi du kan spara genom att kontrollera flödet på det sättet är enorm. Om du istället stryper dina pumpar börjar du omedelbart avvika från den optimala effektiviteten. Då börjar du märka av ytterligare vibrationer och mottryck, och den mekaniska tätningens livslängd kan minska, vilket leder till kostsamma fel och ökad stilleståndstid.”
– Angelo Mennecillo, Plant Components Product Manager på Tetra Pak®
