4 important questions about the NIZO method
How can I verify that my milk is properly homogenized?
The easiest but also the most time-consuming method is to do this: take the packed product and store it on the shelf or in a climate-room for the desired life-time of the product, and after that measure the fat content at different layers in the milk.
The USPH method is based upon this principal where, for example, 1,000ml of the product is stored for 48 hours. The fat content in the top 100ml is measured as well as the fat content of the rest.

If you multiply the fat content of the top 100ml by 0.90 and compare that to the fat content of the remaining 900ml of a 1000ml package, and the value is lower for the top 100ml, then the milk is sufficiently homogenized. Although a very useful method when checking the stability of pasteurized milk with a shelf life of ten to 14 days, it is not as useful for checking the stability of a product with a required shelf life of three to 12 months.
In order to reduce the storage time an accelerated creaming is required. The standard NIZO method is based upon the same principal as the USPH method, the difference being that the sample is centrifuged for 30 minutes at 40°C and at 1,000rpm. The centrifuge must have a radius of 250mm. The fat content of the bottom 20ml is divided by the fat content of the whole sample prior to centrifuging. This ratio is then multiplied by 100 and the resulting index is called the NIZO value (Z)

Above: the NIZO method by means of centrifugation.
General recommendations state that pasteurized milk should have a (Z) value above 60%, depending on shelf-life. UHT milk should have a significantly higher value but again dependent on shelf-life. For further recommendations concerning your milk, please contact Tetra Pak.
At Tetra Pak we have taken the NIZO method a step further and linked the (Z) to the size distribution generated by laser diffraction. From the size distribution the size parameter D[5;3], also depicted as H by Walstra, can be extracted and used for calculating the (Z). To know which method was used to measure the efficiency the (Z) is now termed NIZOD5;3.
Using the following equation the homogenization efficiency can be calculated:

Where: A = 0.08019, B = 2.06686, C = 1.63085
What is the difference between the NIZO method and the size distribution curve? What are the pros and cons?
The most obvious difference is the preparation of the sample and how the actual measurement is performed. The NIZO method requires that trained lab personnel have access to a centrifuge such as a Funke Gerber that is able to perform 350g centrifugal force and which can also keep the sample at 40°C. In addition, homogenization pipettes (Funke Gerber) with a volume of 25 ml are also required.
How to perform the NIZO method in 6 steps:
- Measure the fat content of the sample using, for example, a Milkoscan
- Pour 25ml of the sample into the homogenization pipette
- Heat the pipette in a water bath to 40°C
- Centrifuge for 30 minutes
- Empty out the bottom 20ml of the centrifugation pipette and measure the fat content in this fraction.
- Calculate NIZO(Z)

There are several benefits of using the traditional NIZO method such as easily operated and fairly inexpensive equipment; it can easily be incorporated to standard quality lab routines; and has quick straightforward results. On the other hand drawbacks include a high margin for error during preparation, and poor repeatability and no possibility to see in-depth what has happened with the emulsion.
The NIZO extracted from a size distribution by means of laser-diffraction is a fairly easy procedure with regards to sample preparation and analysis. The benefits of this method are the extensive information regarding the fat globules present in the emulsion giving the possibility to examine in depth the impact of the homogenization treatment, and high repeatability with regards to results and easy and standardised operation by means of standard operating procedures. In contrast the drawbacks are high initial investment cost to buy in the instrument, and the fact that experienced personnel are required to analyze and interpret the size distributions.

How does the NIZO method correlate to shelf life?
The definition of shelf life is the time the product can be stored before the quality falls below an acceptable and minimum level. This level is defined by certain parameters such as sedimentation of protein, creaming of fat, colour, taste and texture.
The shelf life of dairy products depends on many factors: raw milk quality, process conditions, homogenization effect and storage conditions just to mention a few.
The NIZO value is primarily used as an indication to show whether the homogenizer has performed as expected and if the desired particle size of the fat globules has been achieved. The higher the NIZO value is, the smaller the fat globules are, which in turn will have a direct impact on reducing the creaming rate. This can be explained by Stokes’ Law, where the velocity of the rising fat globule is directly proportional to its size (see image below).
According to Stokes' Law, the rising velocity of a particle is given by:
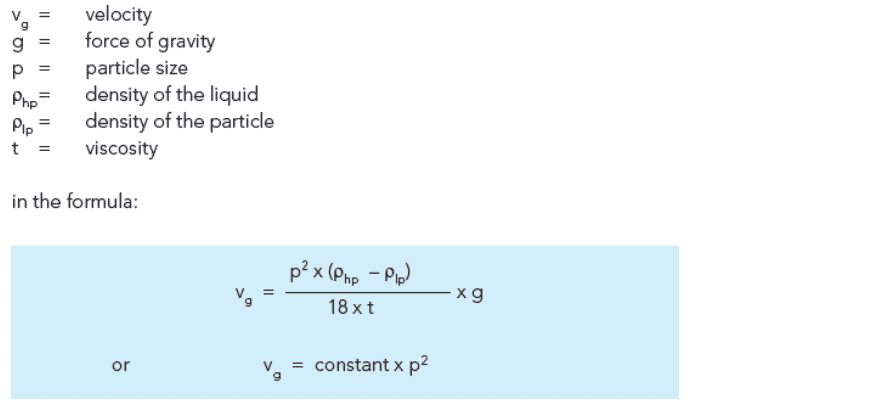
It can be seen that reducing the particle size is an efficient way of reducing the rising velocity. Therefore, reducing the size of the fat globules in milk reduces the creaming rate.
Above: Creaming rate is slowed down by reducing particle size of the fat globules
Why should you not trust a supplier who promises less than 1 micron on all particles?
When receiving a performance guarantee on particle size stating that all particles will be below 1 micron, it is important that the customer gets proper information on how this is to be validated. If it is not clear under which conditions and with what method the guarantee is to be validated, then it is almost impossible for the customer to validate one supplier against the other – and the 1 micron promise might be useless.
Furthermore, the important thing is not for all customers to achieve below 1 micron. The most essential thing for the customer in terms of homogenization is to achieve the desired product properties. Therefore the customer should look for a supplier knowledgeable enough to support and give the proper recommendations in terms of the particle size needed to achieve a certain product property such as mouthfeel, viscosity and so on.
What is NIZO?
The NIZO method is used to measure homogenization efficiency in milk. NIZO is a term used by Tetra Pak to describe the homogenization efficiency in milk – that is, how long the product can stay stable on the shelf without a cream layer forming. NIZO is a percentage value where higher numbers mean smaller fat globules and longer stability. It is therefore the intended shelf-life of the milk that determines the necessary NIZO value for every product, since it is important to not waste energy by over-homogenizing.
NIZO can be measured with two different methods, where Tetra Pak uses mostly laser diffraction. Laser diffraction gives us the average fat globular size in the sample after homogenization, which can be used to calculate the NIZO value.
The role of a homogenizer in a milk production line is to break down fat globules to smaller ones resulting in a more stable product, and the NIZO method is used to understand how small fat globules in milk are after homogenization.
Homogenization
Homogenization is used to achieve a variety of different results: to prevent a cream line and sedimentation in milk products; to improve the viscosity, taste and texture of cream or juice-based drinks, to improve the mouth feel of soy beverages, and to prevent the separation of the whey in yoghurt.





