Données clés
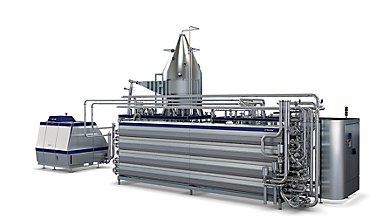
Une unité assurant un traitement hautement efficace, continu, à ultra-haute température des produits alimentaires préparés. Cette unité de conception aseptique utilise le Tetra Pak® Échangeur de chaleur tubulaire qui chauffe indirectement un produit afin de permettre une conservation à température ambiante.
Capacité
Entre 2 000 et 20 000 l/h, selon le produit. Autres capacités sur demande
Applications
Soupes, sauces, desserts, préparations aux fruits, produits à base de tomate, aliments pour bébés et autres produits à taux de viscosité faible ou élevée et avec ou sans morceaux.

First-class food through first-class knowledge
- High and consistent product quality and uncompromising food safety
- Supreme flexibility and future proof
- Low operating cost

Caractéristiques

Flexible hardware configuration
Product versatility and future proofing
Carefully selected, tested and proven components make it easy to expand and upgrade your system to meet future capacity and production needs. There are also solutions for both your current and your future product portfolios, since the design enables you to process products – aseptic/non-aseptic or smooth/particulate – with a wide range of viscosities.
Optimized heat treatment
Consistently high quality and particle integrity

Hygienic design
Assures food safety
All components are carefully selected for tough operating conditions. Cleaning programmes are designed to assure food safety and optimized production efficiency, and enable you to create unique settings for caustic/alkali, high/low temperature, concentration and circulation time. Advanced automation reduces the chance of human error and enables full traceability.

PLC-based control
To maximize ROI
Our user-friendly PLC-based control gives you full control over recipes and parameters and enables you to make the most of your production plant. You get a good return on your investment, thanks to minimal opportunities for human error, consistent quality, high throughput and lower costs. Take control a step further with our Tetra Pak® PlantMaster supervisory system for control rooms, giving you the convenience of flowchart overviews, product routing/selection, advanced data logging, automated reporting, full traceability and easy preventive maintenance.
Automated and optimized emptying and filling
Reduces product waste
Due to automation, the emptying and filling functions are very precise. A control system measures the concentration of product to water much more accurately than is possible with manual operation. The reduction in product waste, and consequent cost savings are dramatic. We’ve calculated that producers can save between €17,000 – 35,000 per year – assuming four product changes at a revenue of €1/litre product.