2026-01-14
利乐®经济型超高温灭菌单元:如何在成本与品质间实现“最优解”
近年来,中国乳制品行业进入一个更为谨慎的投资周期。供需结构性调整、消费细分多元、线上线下渠道融合重构,在这样的环境下,中小乳企迫切需要一个答案:设备投入能否更低?运营成本能否再降?生产稳定性与品质能否保证?
对于大多数中小乳企来说,要满足以白奶、花色奶、乳饮料为主力产品的生产需求,除了传统的利乐超高温灭菌单元(CMR75),他们迫切需要一个“够用、能打、成本更低”的解决方案。
利乐针对中国市场的精准需求,推出了利乐®经济型UHT超高温灭菌单元(CMR125) 。它是在保持利乐设备一贯高品质和先进自动化优势的同时,实现了更低的初始投入和运营成本的高性价比解决方案。

产品定位与优势
精准服务中低粘度乳品的高性价比之选
- 应用范围精准:专为中低粘度乳品设计,适用于市面上常见的白奶、花色奶和乳饮料。
- 热回收效率高:采用产品与产品热回收(P2P)形式,产品热回收至125°C;相比传统型UHT它拥有更高的热回收比例,从而有效降低能耗。
- 机身更紧凑: 由于产品和产品热回收比例提高,所需的换热器和总管路数量减少,机器结构更紧凑,降低了设备投入成本。
如果我们将CMR125与CMR75做简单比较:
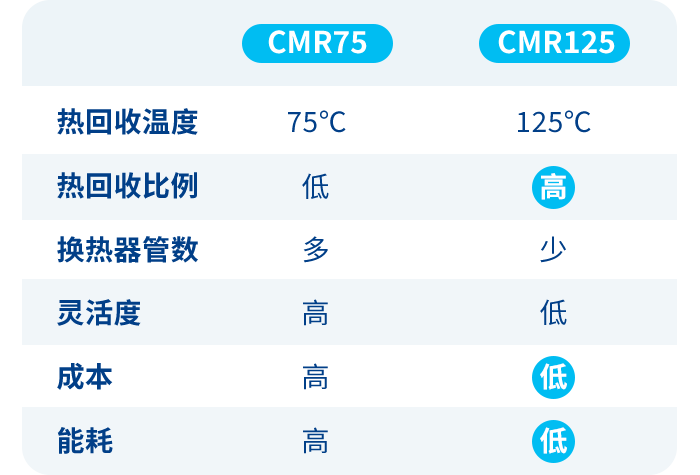
对于追求生产效率和成本效益的中小乳企来说,CMR125是一个“刚刚好”的选择,配置CMR125后如有进一步拓展生产线需求,也可升级为CMR75,保障了投资的灵活性。
性能、品质控制不妥协
更长运行时间、更低热负荷、高效清洗
虽然是“经济型”, CMR125在核心指标上依然保持高标准。
更长运行时间:
通过利乐的新设计,最终加热段的热水上限报警从 150°C 提升至 175°C,大幅延长了连续生产时间。针对普通白奶:
- 轻松实现 10 小时以上连续运行
- 避免因温差报警导致过早进入 CIP
- 满足日常批次化生产需求
热负荷可控制,风味更稳定:
- 可定制化设计糠氨酸指标,满足客户对控制奶品“过加热”(强蒸煮味)的要求,指标可低于 190mg/100g 蛋白。
- 可根据需要满足欧洲乳果糖标准。
高效 CIP 清洗:
- 清洗程序与传统高端机型差别不大,清洗效果相同。
全链条成本节约
从能耗、产品损耗到维护全面优化
预杀菌节能:
- 采用闭合回路预杀菌:热水在闭合回路中循环,无需在回流时冷却。
- 显著节能:相比传统冷却至平衡缸的方案,可显著减少预杀菌期间的蒸汽耗量,减少碳排放。
- 降低维护:预杀菌阶段可旁通脱气罐和停止均质机,降低能耗,延长均质机保养间隔。
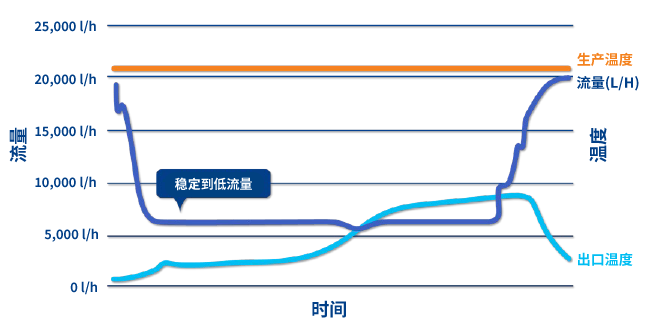
自动休眠与待机:
- 全自动休眠模式:水循环等待进料时,流量最多可降至正常生产的 1/3,同时关闭冷却段,大幅减少蒸汽消耗。
- 快速恢复生产: 休眠后可快速回升至正常流量,确保无缝衔接生产。
低损耗平衡缸:
- 底部进料设计:斜底平衡缸在产品切换时实现料水界限清晰,通过阀门自动化控制,减少混合段料损。
- 更少料损:单生产周期产品损失降低。

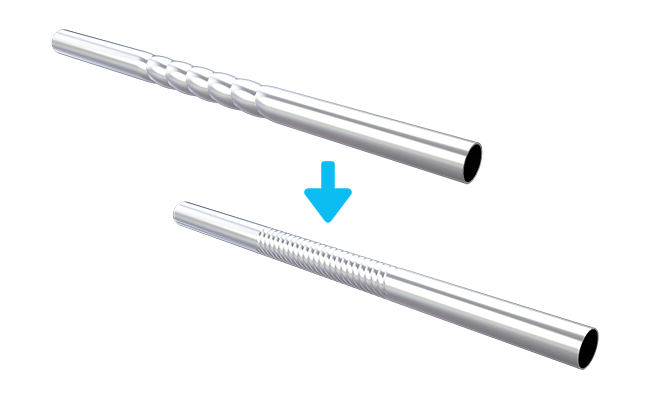
换热内管升级:
- 新波纹结构:更平缓密集的波纹设计,使流体压降降低约 40%,保持换热性能同时降低泵功率需求。
- 更低电耗: 压降降低带来直接电能节省。
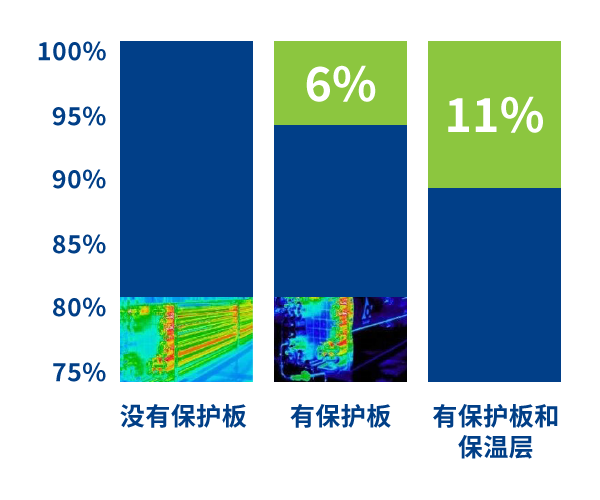
可选 THE 保温:
- 如加装保护板和保温层,可进一步节能最高11%,并相应降低CO2排放。
智能加持
新平台自动化全覆盖
利乐®经济型超高温灭菌单元依然拥有利乐先进的自动化控制功能。
- 21寸大屏显示:统一的人机界面设计,21 英寸大屏全面显示流程与数据。
- 智能配方管理:全新的详细配方管理器,可设置更多配方,并记录配方修改版本及编辑历史。
- 全方位监控:提供全新的趋势分析工具、详细报警报告、事件历史记录等,助力操作人员精准控制生产。

利乐®经济型超高温灭菌单元 (CMR125) 针对中低粘度乳品,实现了低设备投入、低运营成本、长运行时间的绝佳平衡,是中小乳企在当前市场环境下实现高效、高品质生产的经济型解决方案。




