NIZO 法に関する 4 つの重要な疑問
牛乳が適切に均質化されていることを確認するにはどうしたらよいでしょうか?
最も簡単に測定する方法は、また最も長い時間が必要な方法です。この方法では、容器包装された製品を周囲温度など指定された環境で規程の保存期間保存します。その後、牛乳の様々な層の脂肪含有量を測定します。
USPH 法は、この原則に基づき、たとえば 1,000mL の製品を 48 時間保管します。上澄みの 100mL の脂肪含有量を測定し、同様に残り部分の脂肪含有量を測定します。

上澄みの 100mL の脂肪含有量に 0.90 を掛けます。その値を 1,000mL の紙容器の残りの 900mL の脂肪含有量と比較し、上澄みの 100mL の値が低い場合、牛乳の均質化は十分であるとされます。この方法は、品質保持期間が 10 〜 14 日の低温殺菌牛乳の均質化を確認する場合は非常に便利ですが、品質保持期間が 3 〜 12 か月の製品の場合はそれほど有用ではありません。
貯蔵時間を短縮するために、急速なクリーム化が必要です。標準の NIZO 法は、USPH 法と同じ原理に基づいていますが、サンプルを 1,000rpm 、40℃で 30 分間遠心分離する点が異なります。遠心分離機の半径は 250mm でなければなりません。下層の 20mL の脂肪含有量を、分離機で処理する前のサンプル全体の脂肪含有量で割ります。次にこの比率に 100 を掛けた結果が NIZO 値(Z)になります。

上の図は、遠心分離による NIZO 法を説明しています。
一般的な推奨事項では、低温殺菌された牛乳の(Z)値は、保存期間に応じて 60% 以上でなければなりません。UHT 牛乳ではこの値が非常に高くなりますが、保存期間によって異なります。牛乳に関するその他の推奨事項は、テトラパックにお問い合わせください。
テトラパックでは、NIZO 法をさらに一歩進め、(Z)をレーザー回折によって生成したサイズ分布に関連付けています。サイズ分布からサイズパラメータ D [5;3](Walstra によると H とも表される)を抽出し、(Z)の計算に使用できます。効率の測定に使用した方法を識別するために、現在では(Z)は NIDOD5;3 と呼ばれています。
次の式を使用して、均質化効率を計算できます。

ここで、A = 0.08019、B = 2.06686、C = 1.63085
NIZO 法とサイズ分布曲線の違いは何でしょうか?どのような短所と長所があるのでしょうか?
最も明らかな違いは、サンプルの準備と実際の測定の実行方法です。NIZO 法では、350G の遠心力でサンプルの温度を 40℃に保つ Funke Gerber などの遠心分離機を操作できる、訓練されたラボの作業者が必要です。また、容量 25mL の均質化ピペット(Funke Gerber)も必要です。
6 つのステップで NIZO 法を実行する方法:
- Mikkoscan などの分析器を使用してサンプルの脂肪含有量を測定する
- 均質化ピペットに 25mL のサンプルを注ぐ
- ピペットを 40℃の温水槽で温める
- 30 分間遠心分離する
- 遠心分離したピペットの下層の 20mL を排出し、この画分の脂肪含有量を測定する
- NIZO(Z)を計算する

操作が簡単、機器がかなり安価であるなど、従来の NIZO 法を使用する場合いくつかの利点があります。この方法は、通常のラボの作業に簡単に組み込むことができ、すばやく分かりやすい結果を得ることができます。一方、欠点としては準備中のエラーのマージンが高く再現性が低いうえに、エマルジョンで起こったことを詳細に確認できない場合があることです。
レーザー回折を使ってサイズ分布から抽出した NIZO の場合は、サンプルの準備と分析の手順が簡単です。この方法の利点は、エマルジョンに存在する脂肪球について広範な情報があり、均質化処理の影響を詳細に調べることができる点です。さらに、結果に関する再現性も高く、標準的な手順による操作も簡単です。対照的に欠点は、機器を購入するための初期投資コストが高いこと、サイズ分布を分析および解釈するための経験豊富な担当者が必要であることです。

NIZO 法は品質保持期限とどのような関連があるでしょうか?
品質保持期限は、品質が許容可能な最小レベルを下回るまで製品を保管できる時間と定義されています。このレベルは、タンパク質の沈殿、脂肪のクリーム化、色、味、食感など特定のパラメーターによって定義されます。
乳製品の品質保持期間は、多くの要因によって異なります。要因の例として、生乳の品質、加工処理条件、均質化の効果、保管条件などが挙げられます。
NIZO 値は、ホモゲナイザーのパフォーマンスが目標に達しているか、脂肪球が目標とする粒子サイズかどうかを示す指標として使用されます。NIZO値が高いほど、脂肪球が小さくクリーム化しにくいことを示します。これは、ストークスの法則によって説明できます。ストークスの法則では、脂肪球の上昇速度はそのサイズに正比例します(次の画像を参照)。
ストークスの法則に従うと、次の式で粒子の上昇速度を得ることができます。
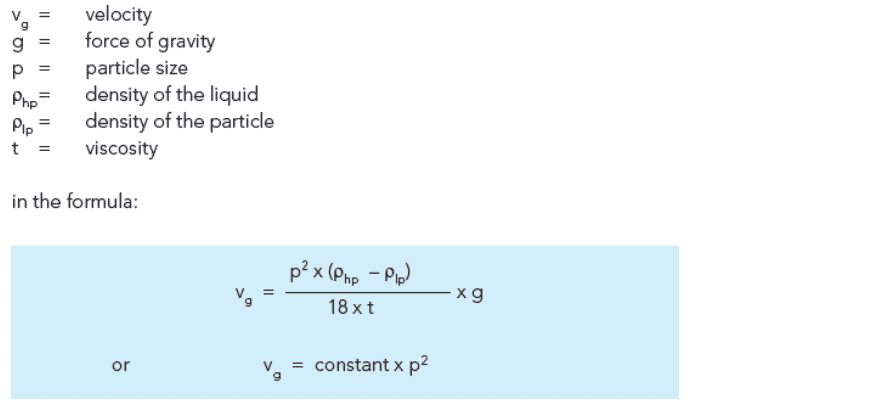
この式により、粒子のサイズを小さくすることは、上昇速度を下げる効率的な方法であることが分かります。したがって、脂肪球の粒子サイズが小さくなると、牛乳のクリーム化の速度が遅くなります。
上の図は、脂肪球の粒子サイズが小さくなると、クリーム化の速度が低下する様子を示しています
すべての粒子で 1 ミクロン未満のサイズを約束するサプライヤーを信頼してはいけないのはなぜですか?
すべての粒子に対し 1 ミクロン未満になることが保証された場合、お客様はこれをどのように検証するか適切な情報を入手することが重要です。1 ミクロンの保証を検証する方法や条件が明確でない場合、1 つのサプライヤーを他のサプライヤーと比較検証することはほとんど不可能です。つまり、1 ミクロンの約束はなかったことと等しくなる可能性があります。
さらに、重要なのは、すべてのお客様が 1 ミクロン未満を達成できるとは限らないことです。お客様にとって均質化で最も重要なことは、お客様が目的とする製品特性の実現です。そのため、お客様は口当たり、粘度などの特定の製品特性を達成するために必要な粒子サイズについて、サポートや適切な推奨事項を提供できる十分な知識を持ったサプライヤーを探す必要があります。
NIZO とは
NIZO 法は、牛乳の均質化効率を測定する手法です。NIZO は、テトラパックが牛乳の均質化効率、つまり店頭で、クリーム層を形成することなく安定した製品の状態を保つ期間を表すために使用する用語です。NIZO はパーセンテージ値で表し、数値が大きいほど脂肪球が小さく製品の安定した期間が長いことを意味します。必要以上の均質化によって無駄なエネルギーを消費しないことが重要であるため、すべての製品に必要な NIZO 値は牛乳の規定された品質保持期間によって決まります。
NIZO は、テトラパックが主にレーザー回折を使用する 2 つの異なる方法で測定できます。NIZO 値は、レーザー回折で得た均質処理後のサンプルの平均脂肪球サイズから算出します。
牛乳の生産ラインにおけるホモゲナイザーの役割は、脂肪球をより小さなものに分解してより安定した製品を生み出すことです。NIZO 法を使用すると、均質処理後の牛乳で脂肪球が小さくなったことが確認できます。
均質化
均質化は、次のような結果を得るために使用されます。乳製品でクリームラインや沈殿を防ぐため、クリームや果汁ベースの飲料の粘性、風味、質感を改善するため、豆乳の口当たりを改善するため、ヨーグルトでホエーの分離を防ぐためなどです。





